Verschleiss
Produkte > Technik Rohre einwalzen
Die Härte der Bauteile an Rohrwalzen
Die Härte der Bauteile einer Rohrwalze ist entscheident
für seine Lenensdauer. Maus Italie legt besonderen Wert
auf die Langlebigkeit seiner Produkte. Gehärtet wird in der
eigenen Härterei mit modernster Technologie.
Beispiele für Härtewerte:
Härte der Rollen (Teil Nr. 3)
HRC 60 Toleranz -1/+2 (HRC 59-62)
Härte der Dorne (Teil Nr. 2)
HRC 60 Toleranz -1/+2 (HRC 59-62)
Dorne und Rollen werden aus gleichem Material gefertigt.
Härte des Käfigs (Teil Nr. 1) HRC 52-53
Bei sehr kleinen Rohrwalzen wird die Härte auf
HRC 48 reduziert. Die Käfige werden aus einem anderem
Material gefertigt als Rollen und Dorne.
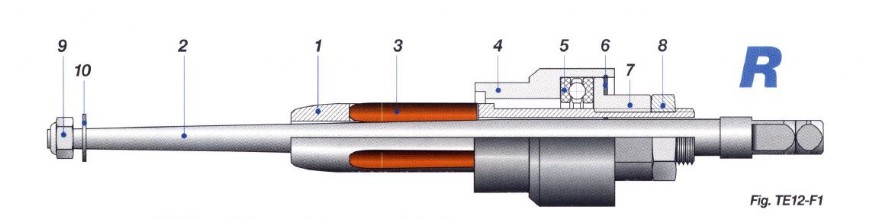
Folgendes Bild zeigt eine Rohrwalze MAUS R30
im Querschnitt:
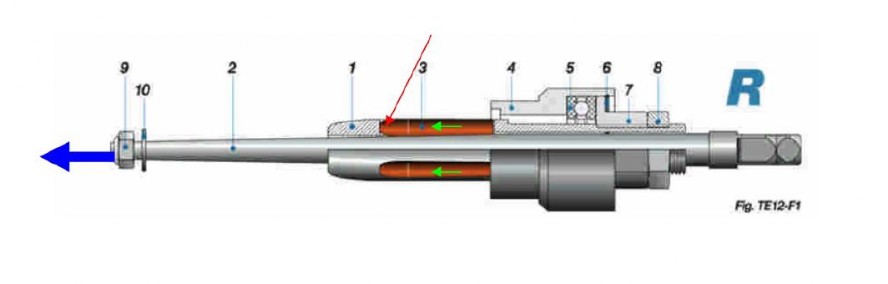
Die Rollen drücken beim Aufweiten in Pfeilrichtung (grün), der
Verschleiß durch Reibung ist an der Vorderseite der Rollenfenster
am größten (roter Pfeil). Lange Rollen entwickeln einen größeren
Vorwärtstrieb als kurze Rollen.
Torsion des Käfigs
Während des Walzvorgangs wird der Käfig auf Torsion belastet.
Ein zu harter Körper könnte brechen. Bricht ein Körper während
des Aufweitvorgangs unter Last, wird das Rohr meist beschädigt
und die Rohrwalze verkeilt sich im Rohr.
Ein Rollen oder Dornbruch ist unproblematischer, da in diesem
Fall die Rohrwalze ohne größeren Aufwand aus dem Rohr gezogen
werden kann. Bei einem Käfigbruch muss meist das komplette Rohr
getauscht werden. Der Aufwand bei U-Rohrbündel ist am größten.
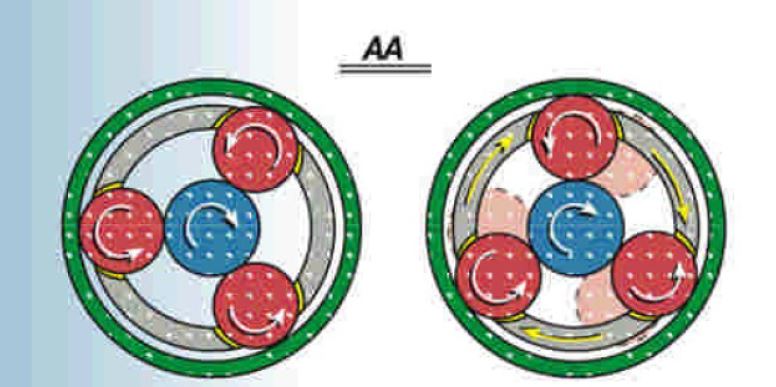
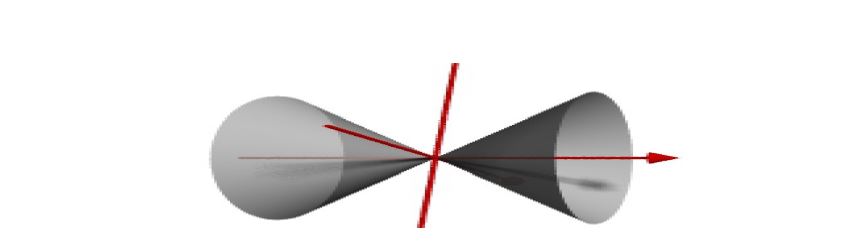
hier ein Schnitt durch den Körper einer Rohrwalze
mit den Rotationsrichtungen der Rollen,
des Dorns und des Käfigs.
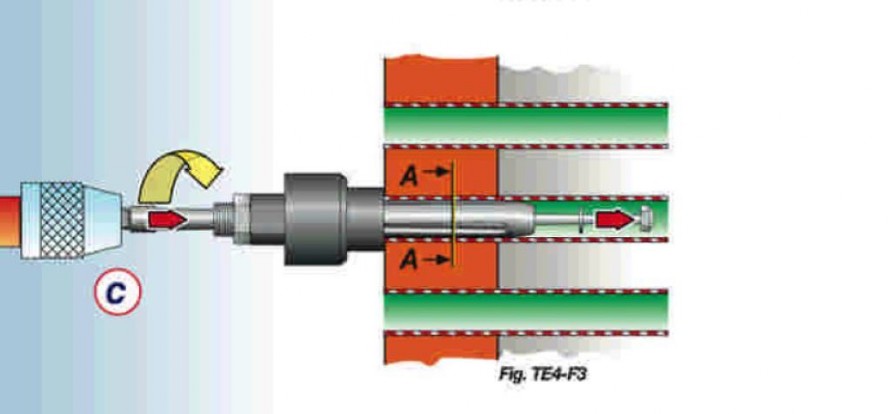
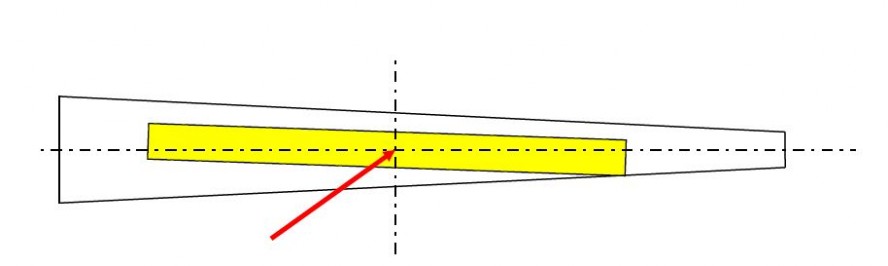
Die Rollen bei selbsttätigen Rohrwalzen liegen nicht
parallel zum Dorn. Sie stehen unter einem Winkel zur Achse,
um durch die entstehenden Reibkräfte den Dorn vorwärts
zu treiben. Durch die Schrägstellung haben Rolle und Dorn
in der ersten Phase des Einwalzens nur einen Berührungspunkt
(roter Pfeil) und daher keine Berührungslinie über die
gesamte Rollenlänge.
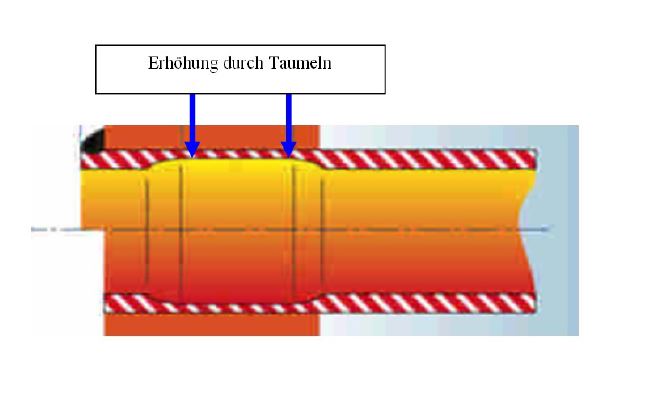
Taumelbewegung der Rollen
Die Rollen einer Rohrwalze können, begünstigt durch hohe
Drehzahleinstellung und dünnwandiges Rohrmaterial, taumeln.
Diese Taumelbewegung endet beim Anlegen des Rohres an
die Bohrungswand. Bei leichten Aufweitungen (Anlegen)
kann dieser Taumeleffekt eine leichte Erhöhung an Anfang
und Ende der Aufweitzone bewirken. Je größer der
Fensterwinkel, desto größer der Taumeleffekt.
Maus Italia versucht daher den Fensterwinkel so
gering wie möglich zu halten.
Biegung der Rolle
Wenn das Rohr an der Bohrungswand anliegt und das
Einwalzen in die Phase der Rohrwandstärkenreduzierung
übergeht, endet die Taumelbewegung und die Rolle wird
auf der gesamten Länge auf die Dornachse gedrückt.
Hierdurch senken sich die Enden der Rollen und es entsteht
eine Überhöhung der Einwalzfläche über dem Mittelpunkt
der Rolle.
Eine durchgehärtete Rolle würde dieser Belastung nicht
standhalten und sofort brechen. Daher werden Die Rollen
nur an der Oberfläche gehärtet, der Kern muss flexibel bleiben.
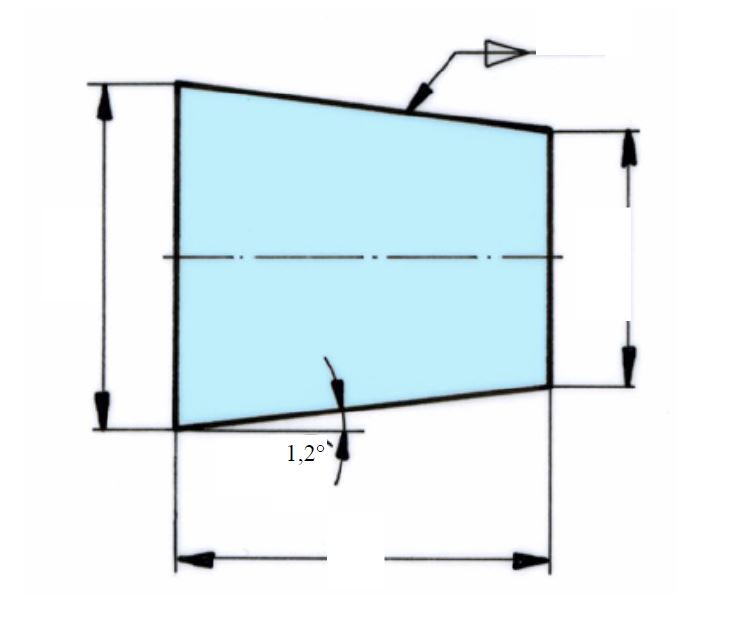
Die Dorn- und Rollensteigung hat direkte Auswirkung
auf das Einwalzdrehmoment und die Einwalzdauer.
Je flacher der Dorn, umso geringer das nötige Einwalzmoment und
umso länger wird die Dauer des Einwalzvorgangs.
Der flachere Winkel reduziert das notwendige Einwalzmoment
und damit den Verschleiß am Werkzeug bei geringfügig
längerer Einwalzdauer.
Bei einem Kegelwinkel von 1,2° mit der Fertigungstoleranz +/- 0,03°
kann die Ausschöpfung des Toleranzfeldes (1,17°-1,23°; total 0,06°)
messbare Auswirkungen auf die Einwalzdauer und das
Einwalzdrehmoment haben. Durch die Toleranzen an den
Rollen kann sich die Toleranzfeldgröße verdoppeln.
Die Temperatur
Durch die Reibung an Rollen, Dorn und Käfig entsteht
große Hitze, die bei nicht ausreichender Kühlung den
Härtegrad herabsetzt. Abnehmende Härte bewirkt
zunehmenden Verschleiß